CDF P-MF #2
66.6% CDF P-MF Cone 6 Porcelain (-200 mesh)
16.6% Powdered Sugar (-200 mesh)
16.6% Maltodextrin (-200 mesh)
I decided against packing the material tightly into the feed chamber. I simply filled the chamber and lightly compressed the top with the screen plate.
First I tried using 0.008” layers. This seemed too large a gap and neither of the chambers looked good during spreading.
I then switched to 0.0035” layers. This at times produced excellent results on both the feed and build chambers.
On to the printing! It’s odd. When offline and spreading, both feed and build chambers often created near-perfect results. However, when running a print cycle, the build chamber did not spread consistently. The surface remained textured throughout. I also noticed that there is a change in speed of the spread. The spread during printing seems to be about 1/3 faster than it is during manual spreading. I wonder if this has something to do with the lackluster results during printing. In any case, this needs to be improved as you can see daylight through the current layer down to the previous one where binder has already been applied which means that the powder is not completely filling the surface (just like the issue with CDF P-MF #1).
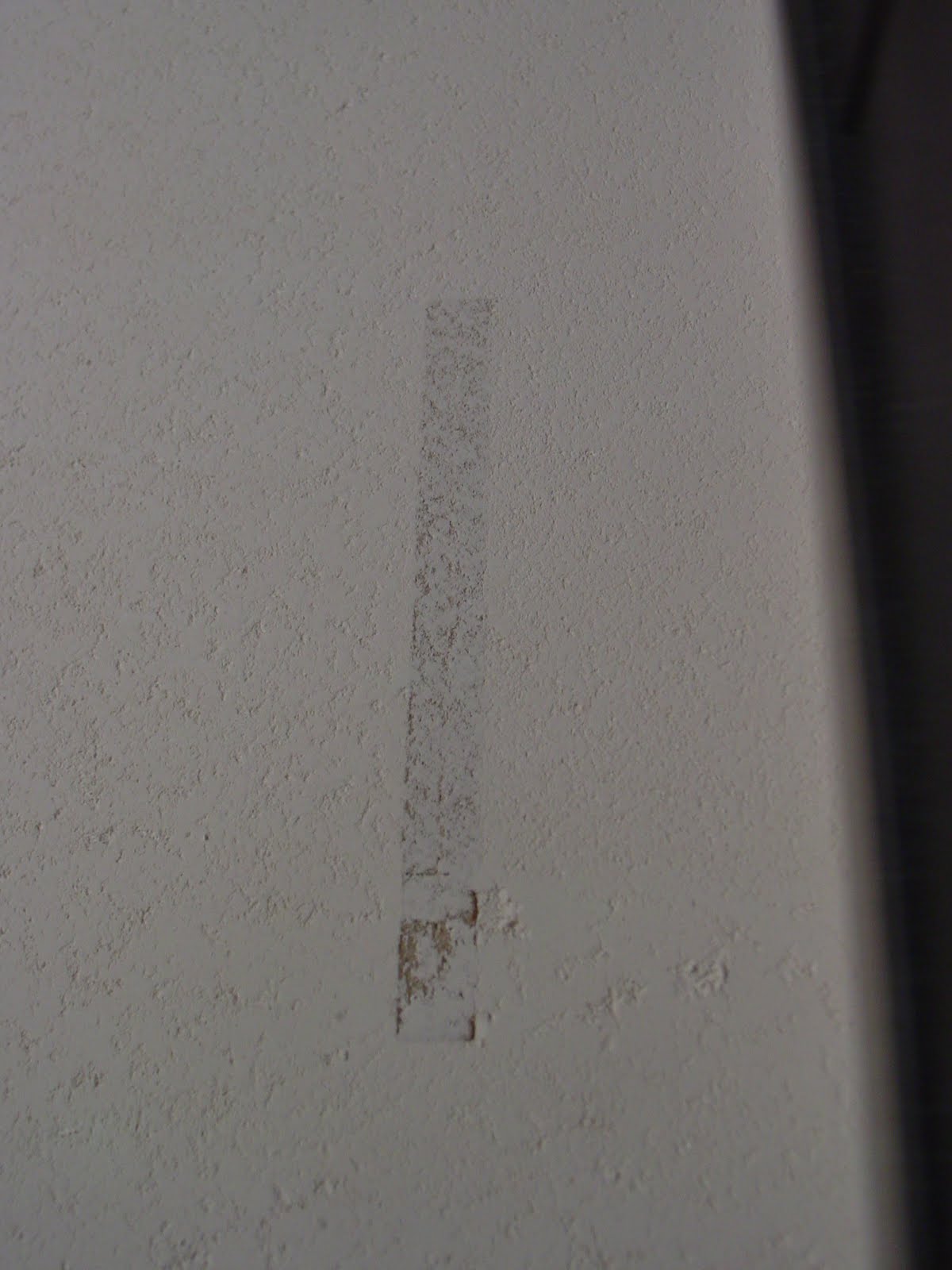

These images are right after a spread has occured. We should be seeing nothing but fresh, new powder, yet clearly the powder is not spreading evenly. Also note the heavy texture on the surface, despite the fine particle size of the powder..


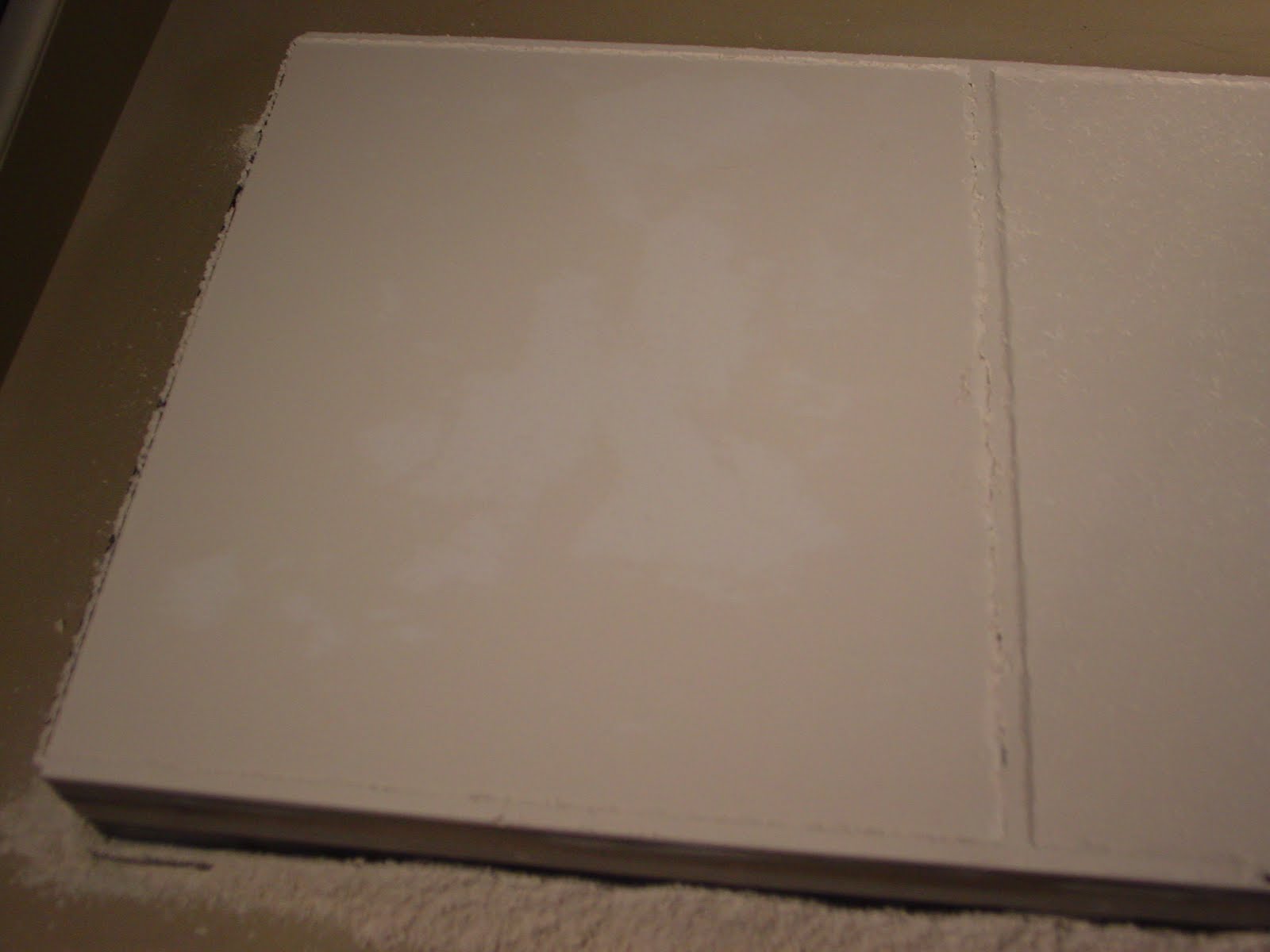
Result at the end of the print. Note the considerable pulling away of the object from surrounding powder. This will be addressed by controlling the amount of binder being laid down… something to try AFTER I’ve solved the issue of layer consistency/smoothness.
Note blotchiness in the feed chamber…
No comments:
Post a Comment