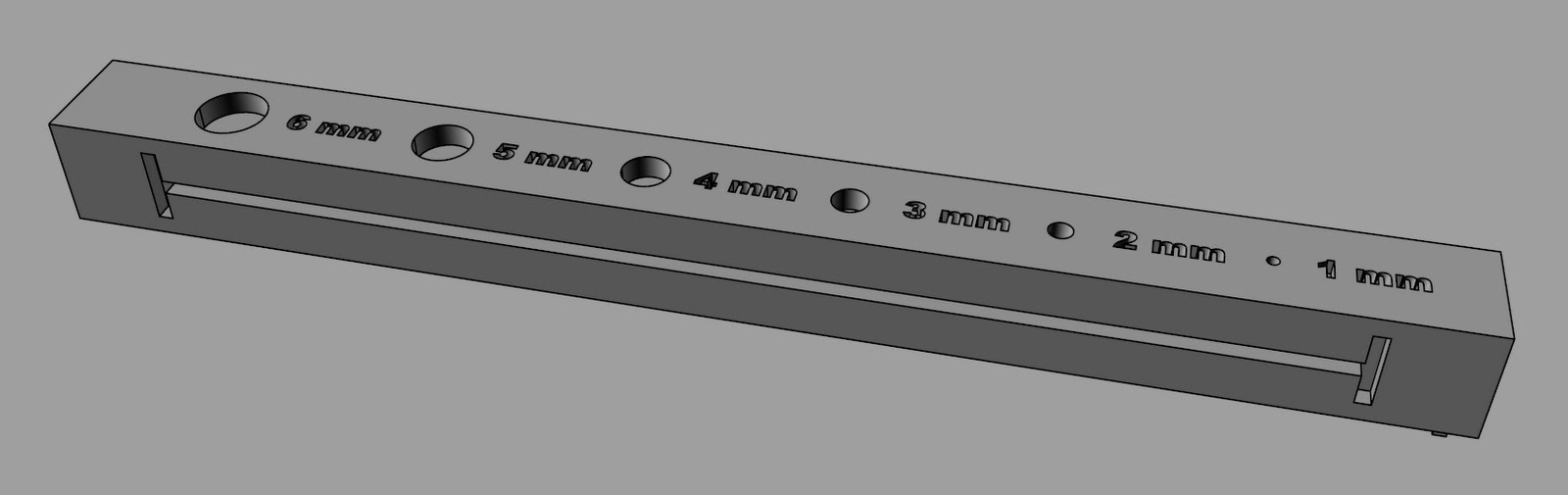
In the meantime, I have designed a test tile using Rhino 3D. 3D printing is fairly new to me. As I get more experience, I’ll get a better idea of what is useful information and what is not. As of now, I’m testing for a few different aspects: namely linear shrinkage and resolution. Resolution will be affected by layer thickness and also by how much bleeding occurs during the printing process. For this second aspect, I have included both intrusions and protrusions from the main bar. With results that bleed too much, material within the holes will probably not depowder easily. Resolution of the protrusions will probably be a bit more forgiving in this respect. That’s what I’m thinking anyway. Well see how this translates in real life.


Side 1 - Intrusions and protrusions. The nominal values refer to the width of each feature. For the height / depth, I'm using three times half the width (i.e. the protrusion on the far right is 0.04" wide and 0.06" tall; the intrusions is 0.04" wide and 0.06" deep).


Side 2 - Id. No test is meaningful without it!

Side 3 - Intrusion test. A variation on side #1. The smaller dimensions on side #1 may be a bit too optimistic. These dimensions are more generous.


Side 4 - Shrinkage line. I'm using 100 mm, as this is common in ceramic shrinkage bar tests. 1 mm translates readily into 1%, making measurements straightforward.

Perspective showing overall dimensions - That's 0.39 x 4.57 inches. Also note the intrusion on the end. The sharp inside corners should be quite telling for depowdering/bleeding purposes.

Screen shot of the template file.
The Rhino file for this is found here…3DM file
I also have the STL output from this file here…STL file
I also have the STL output from this file here…STL file

